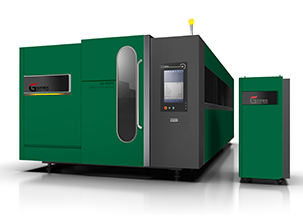

钢板切割钢板切割是指利用天然气火焰(氧-天然气)将切割的金属预热到可以剧烈燃烧的燃点,然后释放高压氧气流,进一步剧烈氧化金属,吹掉燃烧产生的熔渣形成切口的过程。
钢板切割方法火焰切割:火焰切割设备成本低,是切割厚金属板的唯一经济有效手段,但在薄板切割方面存在不足。与等离子体相比,火焰切割的热影响区要大得多,热变形也要大得多。为了准确有效地切割,操作人员在切割过程中需要高超的技术来避免金属板的热变形。
激光切割:激光切割设备可切割4mm以下不锈钢,在激光束中加氧可切割厚碳钢,但加氧切割后,在切割表面形成薄氧化膜。切割的最大厚度可以增加到,但切割部件的尺寸误差很大。
线切割:电火花线切割简称线切割。它是在电火花穿孔、成型加工的基础上发展起来的。它不仅发展了电火花加工的应用,而且在某些方面取代了电火花的穿孔和成型。如今,线切割机床占火花机床的一半以上。
剪板机:剪板机采用合理的刀片间隙,对各种厚度的金属板施加剪切力,使板根据所需尺寸断裂分离。剪板机是锻造机械之一,主要作用是金属加工行业。
等离子体切割机:等离子体切割是一种利用高温等离子体电弧的热量使工件切口处的金属部分或部分熔化(和蒸发),并通过高速等离子体的动量排除熔融金属形成切口的加工方法。超高压水切割:超高压水切割,又称水刀和水射流,是通过一个非常细的红宝石喷嘴,将普通水经过多级增压后产生的高能量()水流(Φ0.1-0.),以每秒近千米的速度喷射切割,称为超高压水切割。
如何在激光切割机计算机排样激光加工在许多行业,使用激光加工,通常使用排版软件生产加工,不要低估排版,如果排版不好,可能版。如果排版不好,可能会浪费时间和材料,降低工作效率。激光切割机加工如何排版?切割角熔化角时,会减速,在角落生成小半径。为了保持高速切割,避免长时间切割导致钢板而获得良好的切割质量,减少切割时间,提高生产力。切割机厚板热板时,应注意板间距大,否则切割角尖角和小图形时容易烧边,影响切割质量。在切割厚材料时,为了更好地连接切割缝,防止开始和终端烧伤,通常需要在切割开始和结束引导过渡线,分别做引线和尾线,引线和尾线对工件本身无用,因此应安排在工件范围外,注意不要设置在尖角等不易散热的地方。引线与切割缝的连接应尽可能采用圆弧过渡,使机器运动平稳,避免角停顿引起的烧伤。引线与切割缝的连接应尽可能采用弧形过渡,使机器运动平稳,避免角停止引起的烧伤。共边切割将两个或两个以上的部件组合成一个组合,大规则图形尽可能共边,可以大大缩短切割时间,节省原材料。为了最大限度地提高生产效率,许多激光切割设备连续运行,使用无人操作的自动上/卸料装置撞击切割后的倾倒部件,造成切割头损坏和生产中断,造成巨大损失。这需要注意:①选择合适的切割路径,绕道已切割的零件,减少碰撞。②选择最佳切割路线,减少切割时间。③自动或手动将多个小连接自动或手动结合,切割后,卸下的零件,可轻松断开微小连接。切割零件后,激光切割设备工作台上的骨架剩余材料需要尽快拆除,以便于后续的切割操作。对于没有自动卸料装置的激光切割设备,可将骨架状余料切成小块,便于快速移除。从而避免操作人员因移动重、边缘锋利而造成的人身伤害激光切割机排版共边怎么设置。