
目前多用于薄钢板和部分非金属材料的切割。切割速度快,精度高。狭缝会产生弧痕和热效应;此外,对于反射性、复合性、非热溶性、易燃性等材料的激光切割也不理想,例如有色金属和铝、铜等合金,尤其是较厚的金属板。切割面不理想甚至无法切割。目前人们对大功率激光发生器的研究是为了解决厚钢板的切割,但设备投资、维护和运行消耗的成本也相当可观。水射流切割投资小,运行成本低,切割材料范围广,效率高,操作维护方便。
一个是水,一个是激光,一看就知道
数控水射流切割机(简称水刀),一般切割厚度小于 切割方式切割范围最广材料,几乎没有不能切割的东西。设备投资成本仅次于激光器;走向大自然,由此带来的环境污染也更加严重。数控激光切割机:根据激光发生器的大小,切割厚度一般不超过0、1~,否则投资成本太大。该设备的投资成本是所有切割方式中最高的,而且高了一点。使用和维护成本也相当高,切削材料范围大。
水切割机的主要损耗是电和切砂,其次是切割喷嘴。相对而言,使用和维护成本较低,但切割精度和速度都无法与激光相媲美。
水刀切割机(水切割机)
水刀也叫“水刀”。顾名思义,它是用高压水射流切割并添加磨料(刚玉或石榴石)。
在众多的切割方法中,只有水切割是冷切割,它直接利用磨料水射流的动能切割金属达到切割目的。切削过程中没有化学变化,对切削材料的物理化学性能没有影响。 、无热变形、狭缝、精度高、切面干净、清洁无污染等特点,可加工传统加工及其他加工方法无法加工或难以加工的材料,如玻璃、陶瓷、复合材料材料、反光材料、化纤、热敏材料等。切割材料的范围最广,几乎没有什么是不能切割的,切割厚度一般小于那个。
水切割机耗材多,使用成本高,因为所有的磨料都是一次性使用,使用一次就排放到大自然中,对环境的污染也很严重。切削刃的光洁度比有保护气体的激光切割要粗糙,多数情况下需要进行二次加工。
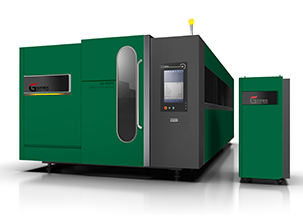
激光切割机
激光切割机的多项关键技术是光、机、电一体化技术,以不可见光束代替传统机械刀,精度高、速度快、不受限制在切割图案方面,自动排版节省材料,切口光滑,加工成本低,将逐步改进或替代传统的金属切割工艺设备。激光切割头的机械部分与工件无接触,工作时不会划伤工件表面;激光切割速度快,切口光滑平整,一般不需要后续加工;切割热影响区小,板材变形小,切缝窄。 (0、1mm~0、3mm);切口无机械应力,无剪切毛刺;加工精度高,重复性好,对材料表面无损伤; CNC编程,可加工任何平面,可大幅面整板切割,无需开模,经济省时。
激光切割可用于切割金属材料和一些非金属材料。根据激光器的功率(比如迅雷激光器的激光器类型是光纤、YAG、二氧化碳,功率主要是、、、、、等),切割的厚度可以在0、1~左右。激光切割时会在切口处产生弧痕和热效应,需要一定的保护气体环境才能获得较好的切割效果。大多数品牌的激光切割对于反射性、复合性、难熔性、易燃性等材料的激光切割并不理想,例如有色金属和铝、铜等合金。针对这一问题,迅雷激光采用最新的激光技术,实现了上述高反射材料的平滑切割,切割厚度和切割速度相对行业有所提升。
等离子切割机
等离子切割机具有不同的工作气体,可以切割氧气切割难以切割的各种金属,特别是有色金属(不锈钢、铝、铜、钛、镍),切割效果更好;其主要优点是切割厚度较小的金属时,等离子切割速度快,特别是切割普通碳钢片时,速度可达氧气切割法的5~6倍,切割表面光滑,热变形小,几乎没有热量。影响范围。加工材料有铁板、铝板、镀锌板、白钢板、钛板等,基本上只要能切割导电材料就可以切割。根据配置等离子电源的大小,切割厚度范围一般在:0、5-。很少有进口大功率等离子电源能做到以上几点,但一般不能超过很多。设备的投资成本根据等离子切割机的功率和品牌不同,价格也不一样,使用成本也比较高。
等离子切割机发展到现在,可以使用的工作气体(工作气体是等离子弧的导电介质,是载热体,同时也是熔融金属在切口必须排除)等离子弧的切割特性和切割质量,速度有显着影响。常用的等离子弧工作气体有氩气、氢气、氮气、氧气、空气、水蒸气和一些混合气体。