
与激光切割相比,等离子切割在加工精度上是粗加工和精加工。
数控等离子切割机是一种新型的热切割设备。其工作原理是利用高温等离子弧的热量将工件切口处的金属部分熔化,利用高速等离子的动量将熔融金属去除,形成切口的一部分。
1、随着等离子切割的发展到现在,可以使用的工作气体对等离子弧的切割特性、切割质量和速度都有很大的影响。常用的等离子弧工作气体有氩气、氢气、氮气、氧气、空气、水蒸气和一些混合气体。
等离子切割机广泛应用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等行业!
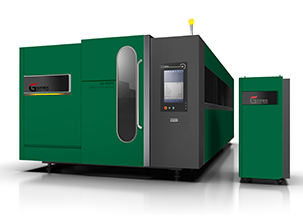
2.激光切割是利用高功率密度的激光束扫描材料表面,在极短的时间内将材料加热到几千到几万摄氏度,使材料熔化或汽化,然后使用高压气体将熔化或汽化的材料吹离狭缝,以达到切割材料的目的。激光切割,由于传统的机械刀换成了不可见光束,激光头的机械部分与工件无接触,工作时不会划伤工件表面;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,狭缝窄(0、1mm~0、3mm);切口无机械应力,无剪切毛刺;加工精度高,重复性好,对材料表面无损伤; CNC编程,可加工任意方案,无需开模即可大规格切割整板,经济省时。 精细等离子和激光切割。
一般:在切割精度方面,等离子可以达到1mm以内,激光可以达到0、2mm以内;在成本方面,等离子切割机比激光切割机便宜很多,而在加工精度方面,等离子切割相对于激光切割来说,一个是粗加工,一个是精加工!

数控切割机和复印机是同一种东西,都是由切割工艺决定的控制方法,即这些都是控制切割路径的方法;而激光切割、剪板机、等离子切割机,甚至是比较原始的火焰切割,都是指切割时所使用的切割方式。工具,或者专业上称为“切割媒体”,所以这些名字不是一回事。那么我们先来说说数控切割机。这种装备简直就是一只手。它“抓住”“切割介质”,控制切割的前进方向。它的工作原理是:先编写一个程序,将程序输入数控切割机的控制系统,控制系统向机床的驱动系统发出前进、后退、左、右指令,驱动系统控制电机的正反转和转速来驱动机床的动作,从而实现割炬。控制。数控切割机一般配备有火焰割炬、等离子割炬、激光头、水刀等切割介质,所以有数控等离子切割机、数控火焰切割机、数控激光切割机(简称激光切割机) , 和 CNC 喷水器。切割机(简称水刀)等。
数控等离子切割机:根据配置等离子电源的大小,切割厚度范围一般在:0、5~,进口大功率等离子电源很少能在上面切割,但一般不超过很多。设备的投资成本根据等离子切割机的功率和品牌不同,价格也不同。使用成本相对较高。基本上只要能切割导电材料即可。
数控火焰切割机:普通割炬6~(最大可达),专用割炬一般不超过,当然也可以定制更大尺寸,但一般厂家不使用。该设备投资成本最低,运行成本低,但裁切材料范围小。
数控激光切割机:根据激光发生器的大小,切割厚度一般不超过0、1~,否则投资成本太大。该设备的投资成本是所有切割方式中最高的,而且不算太高。一点点,使用和维护成本也挺高的,切割材料的范围也很大。
数控水刀切割机(简称水刀),一般切割厚度小于 设备投资成本仅次于激光,使用成本也较高,因为所有的磨料都是一次性的使用一次后排放到自然界中,对环境造成的污染也比较严重。